Difference between revisions of "FTC 7314 build November 2013"
From DEW Robotics
MaiKangWei (talk | contribs) (→30-November) |
MaiKangWei (talk | contribs) (→30-November) |
||
| Line 26: | Line 26: | ||
# Drill the output shaft bushing holes on the worm gearbox to 3/8" (from 8mm) | # Drill the output shaft bushing holes on the worm gearbox to 3/8" (from 8mm) | ||
# Replace output shaft bushings with 0.25" ID bronze flange bushings (1/2" long) | # Replace output shaft bushings with 0.25" ID bronze flange bushings (1/2" long) | ||
| + | # Cut (3) 3/32" keys: for worm gear and (2) for Hubs | ||
# Assemble output worm gear and shaft w/ key | # Assemble output worm gear and shaft w/ key | ||
# Re-assemble input shaft with dual motors and worm | # Re-assemble input shaft with dual motors and worm | ||
| − | # Bore | + | # Bore (2) driven Hubs to 0.250" ID and broach 3/32" keyways |
| + | # Reassemble arm drive shaft (including tubing portion) | ||
---- | ---- | ||
[[Category:FTC]][[Category:Block Party!]] | [[Category:FTC]][[Category:Block Party!]] | ||
Revision as of 01:33, 1 December 2013
Contents
2-November
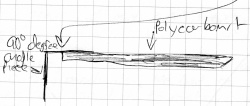
Flag raiser fix

7-November
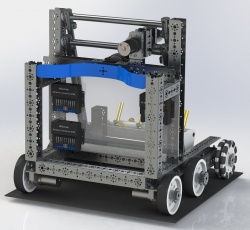
mounting arrangement for dual arm motors driving single worm gear-box
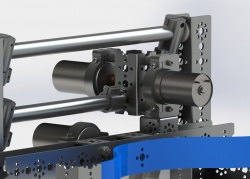
detail view
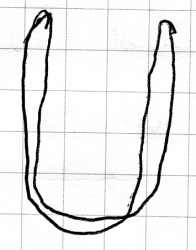
Replacement flag raiser



9-November
11-November
14-November
15-November
16-November
21-November
30-November
Programming: Nicholas & Julie worked on communications issues with the Samantha. These were not resolved during the meeting.
Mechanical: Rebuilt the arm drive by replacing the original 4.7mm D-shaft with a 0.25" diam steel shaft with 3/32" keyway. His change required the following:
- Bore out the driven brass worm gear to 0.250" ID
- Broach a 3/32" keyway in the worm rear ID
- Drill the output shaft bushing holes on the worm gearbox to 3/8" (from 8mm)
- Replace output shaft bushings with 0.25" ID bronze flange bushings (1/2" long)
- Cut (3) 3/32" keys: for worm gear and (2) for Hubs
- Assemble output worm gear and shaft w/ key
- Re-assemble input shaft with dual motors and worm
- Bore (2) driven Hubs to 0.250" ID and broach 3/32" keyways
- Reassemble arm drive shaft (including tubing portion)